آشنایی با نحوه جوشکاری لوله های موتورخانه یکی از مهمترین مهارت هایی است که افراد متقاضی برای استخدام در شغل لوله کشی موتورخانه باید آن را داشته باشند.
به همین دلیل ما تصمیم گرفتیم تا در این مطلب توضیحات تکمیلی در خصوص طریقه اتصال و جوشکاری لوله های موتورخانه را در اختیار شما قرار دهیم.
همچنین در انتهای توضیحات خود نمونه ای از فیلم جوشکاری موتورخانه قرار داده ایم تا به صورت تصویری با روند این کار آشنا شوید.
پس اگر می خواهید بدانید چطور می توان لوله های موتورخانه را جوشکاری کرد، تا انتها با ما همراه باشید.
در مقاله پیشین تحت عنوان آموزش نحوه جوشکاری لوله های موتورخانه-بخش اول، با برخی از فرآیندهای جوشکاری رایج در سیستم لوله کشی موتورخانه آشنا شدید.
در این قسمت، ضمن بیان فرآیندهای دیگری از این فعالیت، مطالبی در خصوص جوشکاری لوله های بویلر موتورخانه خدمت شما عزیزان ارائه می شود.
اتصال موقت لوله كشي پخش كننده ها
پس از تميز نمودن سطح لوله از چربي، پليسه و....، دو قطعه لوله را به وسيله خال جوش به يكديگر متصل می کنیم.
توجه کنید كه ملاك عمل در اين كار دقت در هم راستا بودن لوله ها و رعايت فاصله مجاز دو لوله از يكديگر به اندازه حدود ۳ ميليمتر است كه بایستی رعایت شود.
در غير اين صورت اتصال مجدداً باز و پس از تميز كاري و سمباده زني مجدد كار بايد تكرارشود.
|
فعالیت |
ارزیابی |
|
برش لوله |
اندازه گیری |
|
برش لوله برابر نقشه |
|
|
برقوزنی |
|
|
تمیزکاری سرلوله |
|
|
فیت کردن |
قرار دادن لوله در یک راستا |
|
ایجاد فاصله هوایی مناسب |
|
|
آماده سازی دستگاه جوش کاری |
انتخاب الکترود مناسب |
|
اتصال کابل دستگاه |
|
|
تنظیم آمپر مناسب |
|
|
جوشکاری |
خال جوش زدن به صورت صحیح |
جدول 4چک لیست اتصال فیتینگ و لوله اصلی رفت و برگشت از طریق جوشکاری
جوشکاری لوله کشی موتورخانه
|
فعالیت |
ارزیابی |
|
آماده سازی دستگاه جوش کاری |
انتخاب آمپر مناسب |
|
اتصال کابل دستگاه |
|
|
انتخاب قطب مناسب |
|
|
اتصال کابل اتصال و الکترود |
|
|
انتخاب الکترود مناسب |
|
|
اتصال خال جوش |
قرار دادن لوله ها طبق نقشه |
|
خال زدن لوله ها |
|
|
جوش اتصالات به لوله مطابق نقشه |
|
|
رعایت فاصله مجاز بین دو لوله |
|
|
اتصال دائم |
جوشکاری لوله به صورت آب بند |
جدول 6چک لیست جوشکاری لوله کشی موتورخانه
جوش لوله به فلنج
لوله و فلنج را مطابق موارد گفته شده آماده نموده و به یکدیگر اتصال می دهیم. در طول انجام کار، از هم محور بودن قطعات قبل از جوش نهایی اطمینان حاصل کنیم.
توجه داشته باشید که در طول جوشکاری، حتما از وسایل ایمنی نظیر لباس کار، دستکش، کفش ایمنی، ماسک و عینک ایمنی استفاده کنیم.
جوشکاری لوله به صورت تبدیلی
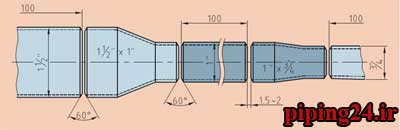
شکل 15 نمایی از تصویر شماتیک جوشکاری لوله موتورخانه به صورت تبدیلی
در جوشکاری لوله های موتورخانه، دقت کنیم که مسیر جوش به صورت زیر باشد:
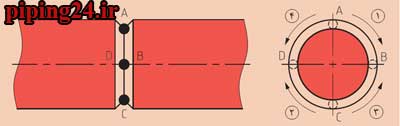
شکل 16مسیرهای جوشکاری لوله به صورت تبدیلی
قبل از شروع کار، لباس کار مناسب می پوشیم.
جوشکاری را با رعایت نکات گفته شده انجام می دهیم.
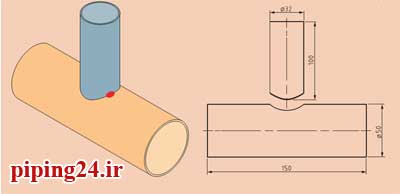
شکل 17 نمایی شماتیک از یک نمونه سه راهی
ساخت سه راه تبدیل 90 درجه موتورخانه
ابتدا محل انشعاب را علامتگذاري کرده و سپس سوراخ می کنیم. مطابق روش کار ارائه شده برای لوله انشعاب، مراحل کار را به ترتیب انجام می دهیم.
در قدم بعدی، دستگاه جوش را برای جوشکاري آماده کرده و دو قطعه را مطابق شکل زیر قرار داده و خال جوش می زنیم و در نهایت با استفاده از گونیا از عمود بودن لوله انشعاب اطمینان حاصل می کنیم.

شکل 18 جوشکاری 90 درجه
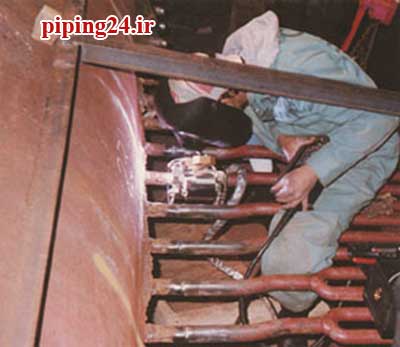
فرآیند جوشکاری لوله های بویلر واتر تیوب موتورخانه
جوشکاری لوله های بویلر واتر تیوب (Water tube Boiler Welding) در ابتدای نصب و در هنگام تعمیرات از اهمیت خاصی برخوردار است.
شناسایی فولاد و انتخاب الکترود مناسب، گام اولیه جهت انجام عملیات جوشکاری محسوب می شود. به منظور آنالیز لوله ها و الکترودها می توان از روش کوانتومتری یا فلورسانس اشعه ایکس استفاده کرد.

شکل 19جوشکاری بر بالای بویلر
روش های جوشکاری که به طور معمول در لوله های بویلر، به کار گرفته می شود، شامل یکی از چند روش زیر است:
- فرآیند جوشکاری قوس از طریق الکترود دستی
- فرآیند جوشکاری قوس از طریق فلز با گاز محافظ خنثی
- فرآیند جوشکاری قوس به روش زیرپودری
- فرآیند جوشکاری قوسی با استفاده از الکترود تنگستن و گاز محافظ خنثی
- فرآیند جوشکاری قوس از طریق فلز با گاز محافظ
شایان ذکر است که بسته به کاربرد، قابلیت هزینه جوشکاری و خواص مکانیکی و متالورژیکی جوش، از روش های فوق استفاده می شود.
شکل 20 جوشکاری در لوله های منتهی به بویلر موتورخانه

شکل 21 جوشکاری به منظور برقراری اتصال
جوشکاری لوله های اکونومایزر موتورخانه
اجزای اکونومایزر از فولادهای کربنی تشکیل یافته است. در فرآیند جوشکاری فولادهای کربنی ساده، بخشی از عناصر در اثر اکسیداسیون و واکنش های مذاب سرباره از دست می رود.
توجه شود که مقدار تغییرات کربن، منگنز و سیلیسیم بستگی به نوع پوشش الکترود دارد.
لازم به ذکر است که مقدار تلفات عناصر در روش های مختلف متفاوت است. در فرآیند TIG این میزان کم تر و در فرآیند روش جوشکاری زیر پودری یا قوس الکتریکی دستی، بیشتر است.
هم چنین روش جوشکاری TIG در جوشکاری لوله ها بکار می رود و این روش مهم ترین روش جوشکاری قطعات مختلف بویلر است.
هزینه جوشکاری با روش TIG بالاتر از جوشکاری با قوس الکتریکی است. لذا علی رغم برخورداری از کیفیت بهتر، جوشکاری با روش الکترود دستی مرسوم تر است.
در روش قوس با الکترود دستی، از انواع الکترودهای E60xx در استاندارد ASTM و AWS استفاده می شود و در صورت نیاز به استحکام بالاتر، الکترودهای E70xx به کار می رود.
علاوه بر استحکام بالا، انتخاب روش مناسب و انجام صحیح جوشکاری نیز، بر توانایی شکل پذیری و احیانا ترک برداشتن این گونه فولادها تاثیر دارد.

شکل 22 لوله های جوشکاری شده
جوشکاری هدرها، لوله های سوپر هیتر و بعضی اجزای دیگر
جوشکاری فولادهای کم آلیاژ کرم مولیبدن دار یکی از بیشترین موارد کاربرد در ساختمان بویلر محسوب می شود و در هدر های ورودی و خروجی، سوپرهیترها، واتروال ها و دان کامرها موارد استفاده آن دیده می شود.
فولادهای کرم - مولیبدن دار به آسانی توسط اغلب فرآیندهای جوشکاری معرفی شده از قبیل الکترود دستی، زیر پودری، جوشکاری خودکار قوسی، قوس الکتریکی محفوظ در گاز TIG و MIG و سرباره الکتریکی قابل جوش دادن هستند.
در جوشکاری این فولادها بایستی به کنترل دمای پیش گرم، پس گرم و ترکیب شیمیایی مابین الکترود مفتول و گاز توجه کرد.
مشکل مهم در جوشکاری این دسته از فولادها، ترک خوردن در زیر خط ذوب می باشد و با افزایش دادن دمای پیش گرم و نگه داشتن قطعه در این دما، می توان برای مدت باعث کاهش حساسیت به ترک شد.
جوشکاری فولادهای پر آلیاژی
این دسته از فولادها در ری هیتر گرم یا ثانویه، سوپر هیتر فاینال و هدرهای ورودی و خروجی آن ها مورد استفاده قرار می گیرد. در ساختمان برخی لوله های سوپر هیتر، از فولاد زنگ نزن فریتی استفاده می شود.
در هنگام جوشکاری این گروه از فولادها، درصد بسیار کمی از مارتنزیت در ناحیه متاثر از جوش (HAZ) تشکیل می شود که باعث کاهش چقرمگی و انعطاف پذیری می شود.
این مشکل را می توان با انجام عملیات حرارتی بازپخت بعد از جوشکاری رفع کرد.
چنانچه عملیات حرارتی بعد از جوشکاری مقدور نباشد، بهتر است از فولاد زنگ نزن فریتی که با یکی از عناصر تیتانیم، آلومینیم و کبالت به شکل آلیاژی در آمده است، استفاده کرد.
هم چنین پیش گرم نمودن این گروه بسیار سودمند بوده و باعث کاهش تنش های انقباضی می شود.

شکل 23انجام فرآیند جوشکاری بر روی قطعه
فیلم جوشکاری کلکتور موتورخانه
در این قسمت به منظور تکمیل آموزش هایی که به شما دادیم نمونه ای از فیلم نحوه جوشکاری کلکتورموتورخانه که توسط همکاران ما در مجموعه تاسیسات 24 ساعته انجام شده را با شما به اشتراک می گذاریم.
جمع بندی
اگرچه در قالب دو بخش آموزشی، جزئیات مفیدی در خصوص جوشکاری لوله های موتورخانه برای مطالعه شما عزیزان ارائه شد.
اما همین جزئیات نشان می دهد که این فرآیند، کاری بسیار تخصصی است و هرگونه فعالیت غیراصولی، تبعات جبران ناپذیری بر عملکرد سیستم تاسیساتی موتورخانه خواهد داشت.
بنابراین، چنانچه در جوش های به کار رفته در اتصالات سیستم لوله کشی موتورخانه شما ضعف هایی مشاهده می شود، با ما تماس بگیرید تا همکاران بخش فنی، در محل ساختمان شما حضور شوند.
کارشناسان ما در گروه تاسیاست 24 ساعته می توانند مجموعه ای از خدمات با کیفیت را متناسب با نیاز تاسیساتی موتورخانه شما ارائه دهند.
برای این منظور فقط کافیست فرم مخصوص درخواست سرویسکار متخصص را پر کرده و یا از طریق تلفن های داخل سایت با ما تماس بگیرید، تا مجری مجموعه در محل ساختمان شما حاضر شود.
منبع: برخی از مطالب عنوان شده در این مقاله، برگرفته از کتاب راهنمای هنرآموز نصب و راه اندازی سیستم های انتقال آب گرم(رشته تاسیسات، گروه مکانیک، شاخه فنی و حرفه ای) می باشد.
اگر نیاز به یک تاسیساتی حرفهای دارید
همین حالا درخواست خود را ثبت کنید تا مشکل تاسیساتیتان را در اسرع وقت برطرف کنیم
درخواست سرویسکار متخصصضمانت جبران خدمات
تمامی خدمات مجموعه ما دارای ضمانت می باشد.
اگر به هر دلیلی مجری کار را به درستی انجام نداد و یا در زمان گارانتی پس از تحویل کار دوباره مشکل ایجاد شد، تاسیسات 24 ساعته متعهد به انجام صحیح توسط همان مجری یا ارسال متخصص دیگر بدون دریافت هزینه اضافه می باشد.
سوالات متداول
ما در تمام مناطق شهر تهران، کرج، مشهد، شیراز، شهریار، اسلامشهر، اصفهان، تبریز، رشت، اهواز، اراک، پردیس، رودهن، بومهن، پرند، دماوند، قم، ارومیه، کرمانشاه، شهر قدس فعالیت داریم.
باتوجه به اینکه همکاران ما در تمام مناطق شهر مستقر هستند، هزینه ای بابت ایاب و ذهاب از مشتریان نمیگیریم.
تمامی خدمات مجموعه ما دارای ضمانت می باشد. اگر به هر دلیلی مجری کار را به درستی انجام نداد و یا در زمان گارانتی پس از تحویل کار دوباره مشکل ایجاد شد، تاسیسات 24 ساعته متعهد به انجام صحیح توسط همان مجری یا ارسال متخصص دیگر بدون دریافت هزینه اضافه می باشد.
بابت مشاهده دستمزدها به صفحه تعرفه خدمات مراجعه کنید. همچنین لازم به ذکر است بعضی از پروژه ها را فقط بعد از بازدید میتوان قیمت اعلام کرد که آنها نیز هنگام تماس تلفنی مجری تاسیساتی با شما قبل از آمدن به محل پروژه قیمت حدودی اعلام می شود.
در این صورت فقط هزینه کارشناسی 200.000 تومان از شما دریافت می شود که اگر کار تعمیر را به ایشان بسپارید این هزینه کارشناسی از دستمزد انجام کار کم می شود یعنی غیر از دستمزد تعمیرات هزینه ای بابت کارشناسی از شما نمیگیرند.
تمامی سرویسکاران مجموعه ما قبل از شروع همکاری توسط تیم امور مجریان، از لحاظ تخصصی و فنی مورد سنجش قرار می گیرند.
شما میتوانید از 2 طریق سفارش خود را ثبت کنید:
1. در صفحه درخواست سرویسکار متخصص، فرم خدمات درخواستی مورد نظر خود را پر کنید تا سفارش شما ثبت شود.
2. با شماره های قسمت تماس با ما، تماس گرفته و سفارش خود را به صورت تلفنی به همکاران ما اعلام کنید.
برخی از سوابق کاری ما مربوط تعمیر و نگهداری موتورخانه


خوشحالیم مطالب مورد پسند و استفاده شما دوستان عزیز قرار گرفته است