لوله های موتورخانه به عنوان شاهرگ حیاتی در این مکان نقش اساسی در انتقال آب موتورخانه دارند.
یکی از اصلی ترین و مهمترین اقداماتی که در زمان راه اندازی موتورخانه انجام می شود، اجرای لوله کشی آن است.
جوشکاری لوله های موتورخانه به عنوان یکی از فعالیت های تخصصی نصب، راه اندازی و تعمیر سیستم لوله کشی موتورخانه، محسوب می شود و اجرای درست آن می تواند ضامن عملکرد مطلوب و دوام کافی اتصالات باشد.
به همین دلیل ما در این مطلب قصد داریم صفر تا صد جوشکاری لوله های موتورخانه را به شما آموزش دهیم.
در این مطلب از راه اندازی دستگاه جوشکاری رکتی فایر سخن خواهیم گفت تا بدانید چطور می توانید لوله های موتورخانه را با استفاده از این دستگاه جوشکاری کنید.
پس از آن طریقه اتصال پخش کننده های ثابت و گردان را به شما یاد خواهیم داد. پس اگر به منبع یک منبع اطلاعاتی کامل برای آموزش جوشکاری لوله های موتورخانه هستید، این مطلب را تا انتها مطالعه کنید.
- جدول معرفی الکترودهای رایج در جوشکاری لوله های موتورخانه
- نحوه راه اندازي دستگاه ترانس ركتي فاير
- جوشكاري پوششي درحالت تخت
- جوشكاري سپري ماهيچه اي در حالت افق
- جوشكاري سپري ماهيچه اي در حالت سربالا
- اتصال دائم لوله كشي پخش كننده های گردان
- اتصال دائم لوله كشي پخش كننده های ثابت
- نمونه فیلم جوشکاری لوله های موتورخانه
جدول معرفی الکترودهای رایج در جوشکاری لوله های موتورخانه
قبل از پاسخ به این سوال، با الکترودهای رایج مصرفی در جوشکاری لوله های موتورخانه و خصوصیات آن ها در قالب جدول زیر اشنا می شویم:

جدول 1خضوصیات الکترودهای متداول
نحوه راه اندازي دستگاه ترانس ركتي فاير
در این قسمت، با راه اندازی دستگاه رکتی فایر جوشکاری آشنا خواهیم شد.
كليدهای مختلف قطع و وصل تنظيم دستگاه با سيگنال مرتبط همانند دستگاههای معمول جوشكاری، روی صفحه اصلی ركتی فاير مشاهده می شود.

شکل 1کلید قطع و فصل رکتی فایر
تغيير آمپر در ركتی فايرها از طریق يك پتانسيومتر با كليد گردشی انجام می شود و بر روی يك صفحه كوچک ميزان آمپر خروجی دستگاه، نمايش داده می شود.
همچنين ممكن است بر روی كليد گردشی دو رنج درجه بندی دیده شود، يكی برای جوشكاری SMAW و يك رنج درجه بندی برای جوشكاری GTAW.
در اين صورت كنار ولوم گردشی انتخاب شدت جريان، يك كليد برای جوشكاری SMAW و ديگری برای GTAW در نظر گرفته شده است، كه می تواند توسط جوشكار انتخاب شود.

شکل 2تنظیم رکتی فایر
همچنين ممكن است، در برخی از ركتی فايرهای جوشكاری كليد انتخاب جريان مناسب برحسب نوع الكترود جوشكاری تعبیه شده باشد، كه راحتی كار جوشكاری و پايداری قوس را به دنبال دارد.
در برخی مواقع، ممكن است دستگاه ركتی فاير جوشكاری مجهز به سيستم تنظيم آمپر از كنار دست جوشكار نيز باشد، كه اين امکان از طریق فيش و مادگی مطابق آنچه در شكل زیر است، ميسر می گردد.

شکل 3انتخاب شدت جریان و تنظیم آمپر از راه دور
به مانند سایر دستگاههای ديگر جوشكاری، دستگاه ركتی فاير جوشكاری دارای دو ترمينال خروجی، يكی دارای علامت + و ديگری دارای علامت - است كه كابل انبر جوشكاری را می توان به قطب مثبت يا منفی وصل كرد.
همچنین ممكن است دستگاه ركتی فاير دارای قابليت خروجی جريان به صورت AC يا DC باشد. در اين صورت بر روی صفحه اصلی دستگاه دو ترمينال مخصوص جريان AC نيز وجود دارد.
جوشكار می تواند به انتخاب خود از جريان هاي AC يا DC با قابليت تعيين قطبيت، يعنی الكترود منفی يا الكترود مثبت را مورد استفاده قرار دهد.
در شكل زیر ترمينال های خروجی شدت جريان مشاهده می شود.

شکل 4ترمینال های اتصال کابل
|
اتصال دستگاه |
اطمینان از سالم بودن کابل دستگاه |
|
اطمینان از برقراری جریان و ولتاژ در پریز |
|
|
اتصال کابل دستگاه به پریز |
|
|
اتصال کابل اتصال و الکترود به دستگاه |
|
|
انتخاب الکترود |
انتخاب الکترود با در نظر گرفتن جنس قطعه |
|
انتخاب الکترود با در نظر گرفتن جهت جریان |
|
|
تنظیم پارامترها |
تنظیم آمپر مورد نیاز |
|
قرار دادن دستگاه در وضعیت جوش قوس دستی |
|
|
روشن کردن دستگاه |
جدول 2مراحل راه اندازی دستگاه رکتی فایر جوشکاری
جوشكاري پوششي درحالت تخت
در این نوع جوشکاری، پس از آماده سازي قطعه كار، یعنی گذراندن مراحل برش، خط كشي و سنبه زني، آمپر دستگاه را طبق جداول موجود انتخاب می کنیم.
سپس، مرحله به مرحله یا خط به خط يك پاس جوش داده و بعد از آن، وقتی که سطح پاس جوش اول كاملاً از گل جوش توسط فرچه تميز شده است، پاس دوم به گونه اي كه بخشي از پاس اول را پوشش دهد، انجام می شود.
نهایتاً پهناي گرده جوش باید حدود 8 ميليمتر و برجستگي آن در حدود 3 ميليمتر باشد. ايجاد گرده جوش مطابق دستورالعمل مذكور باعث پوشیدگی کامل سطح قطعه كار با فلز جوش می شود.
اين روش در پوشش دادن سطوحي كه لازم است مقاومت بالايي در برابر خوردگي يا سائيدگي داشته باشد، مورد استفاده قرار می گیرد.
اگر گرده جوشها به مقدار مناسب روي هم قرار نگيرد، سطح پوشش داده به صورت یک سطح شیاردار در می آید.
برای آشنایی با مقدمات جوشکاری، مطالعه مقاله جوشکاری لوله های موتورخانه را از دست ندهید!
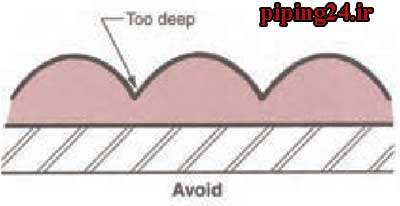
شکل 5 به وجود آمدن شیار در جوشکاری نامناسب
|
فعالیت |
ارزیابی |
|
آماده سازی قطعه کار |
اندازه گیری و برش قطعه کار برابر نقشه کار |
|
انتخاب ابزار خط کشی مناسب |
|
|
تمیزکاری سطح کار از زنگ و چربی |
|
|
علامت گذاری نقشه |
|
|
خط کشی و سنبه زنی |
|
|
جوشکاری |
دارا بودن کمترین پاشش |
|
دارا بودن کمترین سوختگی کناره جوش |
|
|
نداشتن مک |
|
|
نفوذ کافی جوش |
|
|
پیوستگی جوش پوششی |
|
|
تمیزکاری نهایی |
|
|
عملیات تکمیلی |
خاموش کردن دستگاه |
|
جدا کردن و جمع کردن کابل و انبر اتصال و الکترود |
جدول 3چک لیست جوشکاری پوششی لوله های موتورخانه
جوشكاري سپري ماهيچه اي در حالت افق
جوش ماهيچه اي يكي از انواع مهم اتصال قطعات جوشكاري مي باشد كه استفاده از آن، در قطعات سپري متداول است.
باتوجه به تنوع نوع اتصال قطعات جوشكاري و انواع مختلف جوش، برخي از متداول ترين آنها در شكل زیر نشان داده شده است.
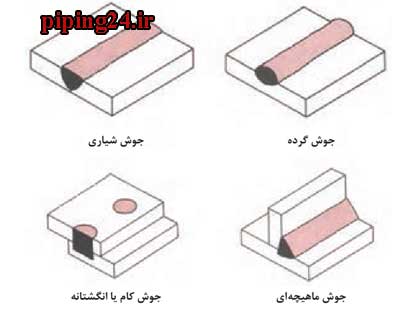
شکل 6 انواع متداول جوش
در این نوع جوشکاری، مطابق قبل، ابتدا آماده سازي قطعه كار انجام می شود و سپس جوشکاری انجام می شود.
جوشكاري سپري ماهيچه اي در حالت سربالا
در روش جوشكاري ماهيچه اي سربالا، آمپر دستگاه به گونه ای انتخاب می شود که در حدود 10 آمپر كمتر از حالت تخت باشد.
در اين روش سعي می شود دست مانند شکل زیر، الكترود را در فضاي بين دو قطعه حركت داد، تا نفوذ جوش به میزان كافي حاصل شود.
جهت اطمينان از نفوذ مناسب فلز جوش، می توان قطعه كار را با بستن درون يك گيره موازي و به كمك يك آچار فرانسه قوي شکست تا نفوذ جوش رو مشاهده کرد.
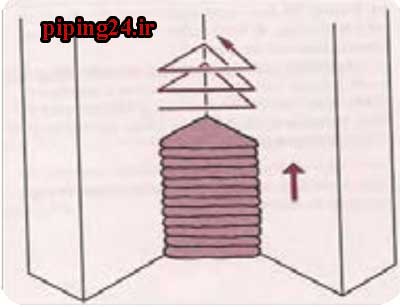
شکل 7جوشكاري سپري ماهيچه اي در حالت سربالا
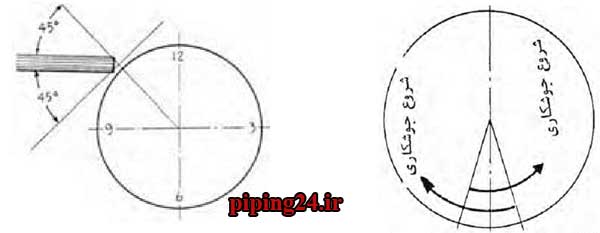
اتصال دائم لوله كشي پخش كننده های گردان
1- جهت تسهيل در انجام دوران مي توانيد از يك نبشي روي سطح ميز استفاده كنيد و لوله را داخل آن قرار داده و دوران دهيد.
2- در اين وضعيت الكترود ثابت و در موقعيت ساعت 12 قرار مي گيرد.

شکل 8 آماده سازی قطعات کار جوشکاری
اتصال دائم لوله كشي پخش كننده های ثابت
دو قطعه كار مطابق نقشه که با ابعاد و اندازه های مناسب انتخاب شده را پليسه گيری نموده و نيز سطح آن را از هرگونه چربی، زنگار و آلودگی های ديگر با استفاده از برس سيمی تميز می کنیم.
در قدم بعدی، مطابق شکل زیر، دستگاه جوشكاری را راه اندازی كرده و آمپر مناسب را برای جوشكاری با الكترود انتخابی تنظيم می کنیم.

شکل 9 تنظیم آمپر مورد نیاز جوشکاری
سپس، لوله ها را در وضعيت مورد نظر مستقر می کنیم و با استفاده از خال جوش و سه عدد براكت يا لقمه، اتصال بین آن ها را برقرار می کنیم.
براكت يا لقمه ها بايد روی ساعت 3، 9 و 12 نصب شوند.

شکل 10زدن خال جوش بر روی قطعه
احتمال دارد قطعات با خال جوش، براكت ها، نبشی ها و يا ناودانی ها به يكديگر متصل شوند.

شکل 11استفرار صحیح قطعه کار
مطابق تصویر زیر، قطعات كار طوری قرار داده می شود كه محور لوله در وضعيت افقی و در ارتفاع مناسب با قد جوشكار قرار گيرد. جوشكاری از قسمت زيرين لوله آغاز می شود.
الكترود عمود بر امتداد افق و با شيب مناسب نسبت به جهت پيشروی نگه داشته می شود. قوس را روشن کرده و زاويه الكترود به سمت عمق شكاف نگه داشته می شود.
سپس در ريشه جوش پل می زنیم. عمل پل زدن با رسوب دادن فلز جوش بر روی لبه های آماد هسازی در ريشه جوش انجام می گيرد.
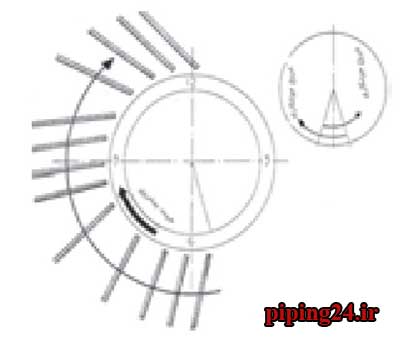
شکل 12 زاویه های جوشکاری
با پيشرفت جوشكاری و ادامه آن زاويه الكترود را تغيير می دهیم. اطمينان داشته باشيم كه قوس الكتريكی به طور دائم در حال شكل گرفتن است.
همچنین، سرعت جوشكاری تا حد امکان، بالا اختیار شود تا از گرم شدن لبه كار جلوگيری شده و جلوی فروريختن مذاب گرفته شود.
شکل 13مسیرهای جوشکاری
جوشكاری را تا ساعت 9 ادامه می دهیم، در اين صورت الكترود 10 درجه عقب تر از عمود به سطح كار است.
در صورت اتمام الكترود با همان زاويه با الكترود جديد قوس را شروع كرده و به كار ادامه می دهیم. بايد بين ساعت 10 و 11، زاويه الكترود ۴۵ درجه باشد.
سعی می کنیم، اين زاويه را تا نقطه 12 حفظ كنيم و كار را به اتمام برسانيم. مطابق شکل زیر، جوشكاری را مجدداً از ساعت 6 شروع كرده و به سمت ۳ و 12 ادامه می دهیم.
|
فعالیت |
ارزیابی |
|
آماده سازی دستگاه جوش کاری |
انتخاب آمپر مناسب |
|
اتصال کابل دستگاه |
|
|
انتخاب قطب مناسب |
|
|
اتصال کابل اتصال و الکترود |
|
|
انتخاب الکترود مناسب |
|
|
جوشکاری |
ثابت کردن قطعه |
|
جهت صحیح حرکت الکترود |
|
|
پاشش کم |
|
|
عدم سوختگی کناره های جوش |
|
|
نداشتن مک |
جدول 5 چک لیست اتصال دائم لوله كشي پخش كننده های ثابت
نمونه فیلم جوشکاری لوله های موتورخانه
برای اینکه تمام اطلاعات داده شده در این مطلب را به شکل کاربردی تر در اختیار شما قرار دهیم، کلیپ زیر را با شما به اشتراک می گذاریم.
در این کلیپ لوله های کلکتور موتورخانه توسط مجریان تاسیسات 24 ساعته جوشکاری می شود که می توانید با تماشای فیلم با جزئیات کار بیشتر آشنا شوید.
جمع بندی
در این مطلب با برخی از شیوه های جوشکاری لوله های موتورخانه، آشنا شدید. ادامه این مطلب را می توانید در مقاله آموزش نحوه جوشکاری لوله های موتورخانه-بخش دومدنبال کنید.
خلاصه ای از آنچه گفتیم به این قرار است:
- یکی از روش های رایج جوشکاری لوله های موتورخانه به صورت جوشکاری پوششی به حالت تخت است که برای پوشش دادن سطوح در برابر خوردگی مورد استفاده قرار می گیرد.
- برای قطعات سپری لوله های موتورخانه از جوشکاری سپری ماهیچه ای در حالت افق استفاده می شود.
- در هنگام جوشکاری ماهیچه ای سر به بالا آمپر دستگاه جوش باید 10 آمپر کمتر از حالت تخت باشد.
هر چند توضیحات داده شده در این مطلب و قسمت دوم آن می تواند تا حد زیادی روش جوشکاری لوله های موتورخانه را به شما آموزش دهد، اما این مهم زمانی اتفاق می افتد که اطلاعات زمینه ای در این خصوص داشته باشید.
در غیر این صورت ایراد در جوشکاری لوله های موتورخانه اتفاقات ناخوشایندی را رقم خواهد زد و وقت و هزینه را به هدر می دهد.
پس توصیه می کنیم از افراد خبره و باتجربه برای جوشکاری لوله های موتورخانه کمک بگیرید. مجموعه تاسیسات 24 ساعته با همکاری جمعی از متخصصین این حوزه می تواند پیشنهاد جذابی برای شما باشد.
چرا که تمامی خدمات این مجموعه از جمله خدمات راه اندازی موتورخانه و جوشکاری لوله های آن شامل گارانتی می باشد.
در این صورت اگر از نتیجه خدمات دریافتی خود از این مجموعه رضایت کامل نداشتید، می توانید سفارش خود را دوباره اما به شمل صد در صد مجانی دریافت کنید.
در کنار اینها سال های سال تجربه کار عملی متخصصین این مجموعه خیال شما را بابت کیفیت خدمات جمع می کند.
بنابراین چنانچه برای جوشکاری لوله های موتورخانه نیاز به متخصص دارید، می توانید همین الان برای ثبت سفارش اقدام کنید.
برای این منظور کافیست همین الان فرم درخواست سرویسکار متخصص را پر کنید و یا با شماره های سایت تماس بگیرید.
اگر نیاز به یک تاسیساتی حرفهای دارید
همین حالا درخواست خود را ثبت کنید تا مشکل تاسیساتیتان را در اسرع وقت برطرف کنیم
درخواست سرویسکار متخصصضمانت جبران خدمات
تمامی خدمات مجموعه ما دارای ضمانت می باشد.
اگر به هر دلیلی مجری کار را به درستی انجام نداد و یا در زمان گارانتی پس از تحویل کار دوباره مشکل ایجاد شد، تاسیسات 24 ساعته متعهد به انجام صحیح توسط همان مجری یا ارسال متخصص دیگر بدون دریافت هزینه اضافه می باشد.
سوالات متداول
ما در تمام مناطق شهر تهران، کرج، مشهد، شیراز، شهریار، اسلامشهر، اصفهان، تبریز، رشت، اهواز، اراک، پردیس، رودهن، بومهن، پرند، دماوند، قم، ارومیه، کرمانشاه، شهر قدس فعالیت داریم.
باتوجه به اینکه همکاران ما در تمام مناطق شهر مستقر هستند، هزینه ای بابت ایاب و ذهاب از مشتریان نمیگیریم.
تمامی خدمات مجموعه ما دارای ضمانت می باشد. اگر به هر دلیلی مجری کار را به درستی انجام نداد و یا در زمان گارانتی پس از تحویل کار دوباره مشکل ایجاد شد، تاسیسات 24 ساعته متعهد به انجام صحیح توسط همان مجری یا ارسال متخصص دیگر بدون دریافت هزینه اضافه می باشد.
بابت مشاهده دستمزدها به صفحه تعرفه خدمات مراجعه کنید. همچنین لازم به ذکر است بعضی از پروژه ها را فقط بعد از بازدید میتوان قیمت اعلام کرد که آنها نیز هنگام تماس تلفنی مجری تاسیساتی با شما قبل از آمدن به محل پروژه قیمت حدودی اعلام می شود.
در این صورت فقط هزینه کارشناسی 200.000 تومان از شما دریافت می شود که اگر کار تعمیر را به ایشان بسپارید این هزینه کارشناسی از دستمزد انجام کار کم می شود یعنی غیر از دستمزد تعمیرات هزینه ای بابت کارشناسی از شما نمیگیرند.
تمامی سرویسکاران مجموعه ما قبل از شروع همکاری توسط تیم امور مجریان، از لحاظ تخصصی و فنی مورد سنجش قرار می گیرند.
شما میتوانید از 2 طریق سفارش خود را ثبت کنید:
1. در صفحه درخواست سرویسکار متخصص، فرم خدمات درخواستی مورد نظر خود را پر کنید تا سفارش شما ثبت شود.
2. با شماره های قسمت تماس با ما، تماس گرفته و سفارش خود را به صورت تلفنی به همکاران ما اعلام کنید.
برخی از سوابق کاری ما مربوط تعمیر و نگهداری موتورخانه


منبع:
برخی از مطالب عنوان شده در این مقاله، برگرفته از کتاب راهنمای هنرآموز نصب و راه اندازی سیستم های انتقال آب گرم(رشته تاسیسات، گروه مکانیک، شاخه فنی و حرفه ای) می باشد.