یکی از سریع ترین و ارزان ترین روش ها برای اتصال طعات فلزی استفاده از عملیات جوشکاری است که برای اجرایی شدن نیاز به الکترود دارد.
الکترودها از نظر ضخامت، نوع پوشش، قطر و موقعیت جوشکاری تنوع زیادی دارند. برای اینکه بتوانید بهترین الکترود متناسب با نوع کاربری خود را به راحتی انتخاب کنید تا انتها با ما همراه باشید تا با انواع الکترود، نحوه نام گذاری آن ها و بهترین مارک الکترود آشنا شوید.
- الکترود چیست و چه تفاوتی با سیم جوش دارد؟
- کاربرد الکترود در کجاست؟
- انواع قطر الکترود جوشکاری
- انواع جوشکاری با الکترود
- انواع الکترودهای جوشکاری
- انواع الکترود از نظر معیار
- انواع الکترود از نظر ضخامت پوشش
- انواع الکترود از لحاظ ساخت
- انواع الکترود جوشکاری از لحاظ جنس مفتول
- الکترود جوشکاری بر اساس پوشش
- نام گذاری الکترودهای جوشکاری با استاندارد A.W.S
- معرفی بهترین مارک الکترود جوشکاری
- خلاصه ای از آنچه در این مطلب گفتیم
- پرسش و پاسخ های متداول در مورد انواع الکترود جوشکاری
الکترود چیست و چه تفاوتی با سیم جوش دارد؟
اگر به مشاغل مرتبط با جوشکاری علاقه مند باشید، قطعاً دستگاه جوش را دیده اید که برای تولید جریان الکتریسته مورد نیاز به منظور ذوب کردن فلز در حال جوش مورد استفاده قرار می گیرد. اما عملکرد دستگاه جوش بدون وجود الکترود غیرممکن است.
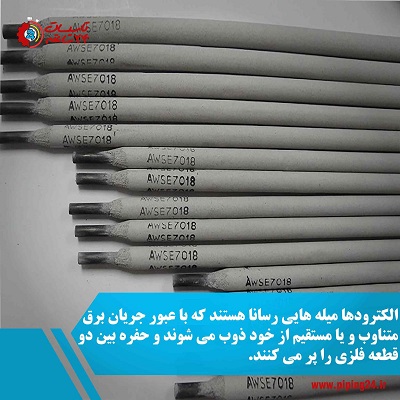
الکترود ماده ای رسانا است که از دو سر یا دو قطب مثبت و منفی تشکیل شده است. یکی از سرهای الکترود از فلز ساخته شده که اغلب از جنس مس انتخاب می شود و سر دیگر آن از متریال های غیرفلز یا خلا تولید می شود.
زمانی که الکترود به مدار الکتریکی متصل می شود می تواند بخش های مختلف در حال اتصال با خود را به هم وصل کند. در واقع الکترود با عبور جریان الکتریکی یک قوس الکتریکی ایجاد می کند و باعث اتصال دو قطعه فلزی به یکدیگر می شود.
الکترود را با نام هایی از جمله میل کاربیت و یا باری نیز در بازار می شناسند. از جمله مزیت های الکترود می توان به موارد زیر اشاره کرد:
- دو قطعه فلزی جوش داده شده با الکترود به همین راحتی ها از هم جدا نمی شوند. چون اتصال با الکترود بسیار محکم است.
- در زمان کار با الکترود هیچ محدودیتی در ضخامت قطعات فلزی در حال جوش ندارید، چرا که الکترود می تواند جای خالی قطعه های فلزی با هر مقدار ضخامت را به راحتی پر کند.
- الکترود می تواند علاوه بر اتصال دو فلز به یکدیگر آن دو را با هم آب بندی کند.
- انعطاف پذیری قطعه های فلزی جوشکاری شده با الکترود قابل افزایش است.
- جوشکاری با الکترود بسیار مقرون به صرفه است، چون دیگر لازم نیست برای استحکام محل اتصال و آب بندی دو قطعه اقدامی انجام داده و هزینه ای مضاعف بپردازید.
تا این قسمت به معرفی الکترود و مزایای آن پرداختیم. باید متذکر شد که الکترود نوعی سیم جوش است بنابراین در ادامه به معرفی سیم جوش و و تفاوت های آن با الکترود می پردازیم.
- سیم جوش چیست؟
سیم جوش ها نیز در کنار الکترودها یکی از پرمصرف ترین تجهیزات برای جوشکاری فلزات هستند. سیم جوش سیم فلزی است که برای اتصال قطعات فلزی مختلف و پر کردن جای خالی محل اتصال مورد استفاده قرار می گیرد.
اساس طراحی و تولید سیم جوش ها به صورت بدون روکش است و ساختار آن ها دارای ترکیبات شیمیایی است که به فلز پایه بسیار نزدیک هستند.
سیم جوش ها را می توان به دو دسته فلزی و غیرفلزی و یا سیم جوش های توپر و سیم جوش های توپودری تقسیم بندی کرد. انواع سیم جوش توپر به سیم جوش های solid wires شناخته می شوند و به سیم جوش توپودری cored wires می گویند.
به طور کلی انواع سیم جوش جوشکاری یا از نوع سیم جوش های CO2 هستند که برای جوشکاری یکنواخت استفاده می شوند و یا سیم جوش های میگ مگ هستند که جهت انجام جوشکاری با سرعت معین کاربرد دارند.
با توجه به آنچه گفته شد می توان نتیجه گرفت الکترود و سیم جوش هر دو برای اتصال دو قطعه فلزی به کار گرفته می شوند با این تفاوت که الکترودها پوشش دارند، اما سیم جوش ها سیم مفتولی بدون پوشش هستند.
مزیت مهم سیم جوش در مقایسه با الکترود در سرعت بالای جوشکاری همراه با ایجاد جوش باکیفیت است. در نهایت اینکه انتخاب بین سیم جوش و یا الکترود با توجه به جنس قطعه مورد نظر و موارد استفاده از آن بستگی دارد. با ما تا انتها همراه باشید تا بیشتر به بررسی کاربردهای الکترود و انواع آن بپردازیم.

کاربرد الکترود در کجاست؟
الکترود در هر اقدامی که قصد اتصال دو قطعه فلزی را داریم کاربرد دارد. در تمام کارهای زیر می توان از الکترود استفاده کرد:
- اتصال نبشی
- اتصال تیر آهن
- اتصال ناودانی
- اتصال ورق
- اتصال میلگرد
- اتصال لوله ها
- لوله کشی گاز
- ساخت اسکلت فلزی
بیشترین کاربرد الکترود در لوله کشی است. به عنوان مثال جوشکاری لوله های موتورخانه با استفاده از الکترود انجام می شود.
برای آشنایی بیشتر شما در قسمت زیر فیلم کوتاهی از نحوه جوشکاری لوله های موتورخانه آورده ایم که پیشنهاد می کنیم تماشای آن را از دست ندهید.
انواع قطر الکترود جوشکاری
یکی از پارامترهای مهم در زمان انتخاب الکترود قطر آن است که با توجه به نوع کاربرد آن شخص می شود. در ادامه شما را با انواع قطر الکترود و کاربرد هر یک از آن ها آشنا می کنیم:
- قطر 2.5
کوچک ترین سایز الکترود جوشکاری است که معمولاً با آمپر 60 تا 90 جوشکاری می شود. کاربرد اصلی این نوع الکترود در جوش لوله گاز و لوله آب خانگی فشار پایین و جوشکاری آهن های 2 و 3 میلی متری است.
- قطر 3.25
الکترود با قطر در بازار با نام الکترود شماره 3 معرفی می شود و برای جوشکاری فلزات با ضخامت 5 میلی متر به بالا کاربرد دارد.
- قطر 4 و 5
از الکترود با قطر 4 و 5 بیشتر در جوشکاری اسکلت فلزی ساختمان ها استفاده می شود و به همین دلیل کاربری محدودتری دارند.
انواع جوشکاری با الکترود
جوشکاری با الکترود را می توان با روش های مختلفی انجام داد، موارد زیر تنها بخشی از این روش ها هستند که به اختصار معرفی کرده ایم:
- جوشکاری اتمی هیدورژن
- جوشکاری فلزی بدون پوشش
- جوش قوس کربنی
- جوش قوس الکتریکی با پوشش پودر
- جوش قوس الکتریکی با پوشش گاز
- جوشکاری تنگستن گاز
- جوشکاری قوس پلاسما
- جوشکاری همراه با پوشش فلزات
- جوش زیر پودری

انواع الکترودهای جوشکاری
الکترودهای جوشکاری را بر اساس پارامترهای مختلف دسته بندی می کنند که اولین دسته بندی بر حسب روکش دار بودن یا بدون روکش بودن الکترود است.
- الکترود بدون روکش
در گذشته الکترودها را بدون روکش طراحی می کردند، اما از آنجا که هیچ نوع پوششی در ساخت الکترود بدون روکش استفاده نمی شد، جوش های ایجاد شده ظاهر مناسبی نداشتند و از طرفی در برابر ضربه بسیار ضعیف و شکننده بودند، به همین دلیل امروزه دیگر کمتر از الکترود بدون روکش استفاده می شود و جای آن را الکترود روکش دار گرفته است.
- الکترود روکش دار
با طراحی و تولید الکترودهای روکش دار تمام نقطه ضعف های الکترود بدون روکش رفع شد. روکش استفاده شده از فلز جوش و قوس الکتریکی در برابر هوای اطراف در مراحل ذوب تا انجماد محافظت می کند. به همین دلیل الکترود روکش دار می تواند آلودگی های احتمالی و اکسیدهای محل جوش را از بین ببرد و شکل ظاهری جوش را بسیار بهتر کند.
از دیگر مزیت های الکترود روکش دار می توان به موارد زیر اشاره کرد:
- ساده تر بودن عملیات جوشکاری
- کاهش چشم گیر پاشیدگی جوش
- سرعت بالاتر جوشکاری
نوع روکش یا همان پوشش استفاده شده در الکترودها با توجه به نوع کاربرد بهتر الکترود بسیار متنوع است که در انتهای همین مطلب به بررسی هر یک خواهیم پرداخت.

انواع الکترود از نظر معیار
انواع الکترود جوشکاری را بر اساس معیارهای مختلف دسته بندی می کنند:
- از لحاظ ضخامت پوشش
- از لحاظ ساخت
- از لحاظ جنس مفتول
- لحاظ پوشش فلاکس
انواع الکترود از نظر ضخامت پوشش
الکترودها از لحاظ مقدار ضخامت پوشش به یکی از گروه های زیر تقسیم بندی می شوند:
- الکترود جوشکاری با پوشش نازک
- الکترود جوشکاری با پوشش متوسط
- الکترود جوشکاری با پوشش ضخیم
- الکترود جوشکاری با پوشش خیلی ضخیم
انواع الکترود از لحاظ ساخت
تنوع الکترودها آنقدر زیاد است که آن ها را بر اساس نوع ساخت در یکی از دسته های زیر قرار می دهند:
- انجماد سریع
الکترودهای جوشکاری با حالت ساخت انجماد سریع در کدهای E6010 و E6011 طراحی و تولید می شوند و دارای سه ویژگی اصلی هستند:
- قوس قوی ایجاد می کنند.
- سرباره بسیار کمی تولید می کنند. (سرباره ها مواد غیرفلزی جامدی هستند که در فلز جوش و فلز پایه حبس شده اند و جوش را معیوب می کنند.)
- می توان از این مدل الکترود در تمام موقعیت ها استفاده کرد.
الکترود انجماد سریع با نام لاتین Fast Freezing Electrode شناخته می شود.
- انجماد پرشده
مقدار فلاکس یا پوشش الکترودهای جوشکاری انجماد پرشده بسیار سنگین است، به همین دلیل این نوع از الکترود نه تنها می تواند سرباره را خارج کند، بلکه در محل جوش دانه هایی با ترکیب یکنواخت نیز ایجاد می کند. کدهای E6013، E6012 و E7014 جزو الکترودهای انجماد پر شده یا Fill Freezing Electrode هستند.
- چسبان سریع
پوشش فلاکس در الکترودهای جوشکاری چسبان سریع یا Fast Fit Electrode زیاد است و به همین دلیل نرخ رسوب گذاری بسیار سریعی دارند. کدهای E6028 و E6027 از پرکاربردترین الکترودهای چسبان سریع هستند.
- کم هیدروژن
اگر قرار باشد فولاد پرکربن را جوشکاری کنیم استفاده از الکترود کم هیدروژن گزینه بسیار مناسبی است، چرا که فلاکسی آن مقادیر بسیار کمی هیدروژن دارد. الکترود کم هیدورژن یا Low Hydrogen Electrode با کدهای E7018 و E7028 طراحی و تولید می شوند.

انواع الکترود جوشکاری از لحاظ جنس مفتول
جنس مفتول به کار رفته در ساخت اکترودهای جوشکاری با هم متفاوتند، به همین دلیل انواع الکترود را از لحاظ جنس مفتول در یکی از گروه های زیر قرار می دهند:
- مفتول فولاد زنگ نزن
- مفتول فولاد کم کربن
- مفتول نیکلی
- مفتول آلومینیومی
در قسمت فوق هرچه گفتیم از دسته بندی انواع الکترود با جنس مفتول فلزی بود، در حالی که امروزه با توجه به گسترش استفاده از انواع پلاستیک شاهد طراحی و تولید الکترود جوش پلاستیک از جمله الکترود پلی اتیلن نیز هستیم که برای اتصال دو قطعه پلاستیکی مورد استفاده قرار می گیرند، اما ما در این مطلب بیشتر بر روی الکترودهای فلزی تمرکز کرده ایم.
الکترود جوشکاری بر اساس پوشش
مهمترین دسته بندی الکترودهای جوشکاری بر اساس نوع پوشش آن هاست که عبارتند از:
- پوشش قلیایی
یکی از پرکاربردترین و متداول ترین الکترودهای جوشکاری نوع قلیایی است که با ترکیباتی نظیر فلورید کلسیم، کربنات کلسیم و کربنات منیزیم ساخته شده است.
برای کاربردهایی که باید تحت تست تصویربرداری با اشعه و یا تست فراصوت قرار بگیرند، از قبیل جوشکاری مخازن تحت فشار و جوشکاری مبدل های حرارتی در موتورخانه ها از الکترود قلیایی استفاده می شود. برای آشنایی با تعمیر و عیب یابی مشعل موتورخانه روی لینک مقاله بزنید.
الکترود قلیایی یا بازی برتری های زیادی به نسبت دیگر الکترودها دارد، که از جمله آن می توان به موارد زیر اشاره کرد:
- ناخالصی هایی همچون گوگرد و فسفر را از فلز جوش جدا می کند در نتیجه میزان تشکیل سرباره با این نوع الکترود بسیار کم است.
- در زمان جوشکاری با الکترود قلیایی مقداری از روپوش الکترود در حرارت قوس می سوزد و دی اکسیدکربن و منو اکسیدکربن تولید می کند تا همانند گاز محافظ از جوشکاری محافظت کند.
- قابلیت اکسیژن زدایی موجود در الکترود قلیایی به حذف مقداری از اکسیژن موجود در فلز جوش کمک می کند.
- از آنجا که الکترودهای قلیایی جهت پایداری قوس نیازی به رطوبت ندارند، احتمال ترک خوردگی سرد در قطعات جوشکاری شده با این نوع الکترود به شدت کم می شود.
- سرباره تولید شده در الکترود قلیایی از نوع چسبیده است، بنابراین می توان از آن جهت جوشکاری موقعیت عمودی به پایین استفاده کرد.
- وجود ترکیبات آلکالین در پوشش قلیایی الکترود باعث ایجاد جوشی باکیفیت و با خواص مکانیکی قابل قبول می شود.
- ضربه پذیری بالا حتی در دماهای بسیار پایین یکی از مزیت های منحصر به فرد الکترودهای قلیایی در مقایسه با نوع سلولزی است.
- از آنجا که مقدار هیدروژن در الکترودهای قلیایی بسیار ناچیز است، از این نوع می توان برای اتصال و جوشکاری فولادهای مستعد به ترک خوردگی سرد یا هیدروژنی استفاده نمود.
البته در کنار مزایای زیادی که برای الکترود قلیایی برشمردیم، این نوع الکترود در مقایسه با پوشش های دیگر از محافظت گازی کمتری برخوردار است و به همین دلیل احتمال ایجاد تخلخل با آن وجود دارد. لذا توصیه می شود فقط افرادی که در جوشکاری در حرکت الکترود و پایین نگه داشتن طول قوس مهارت بالایی دارند، از الکترود قلیایی استفاده نمایند.

- پوشش اسیدی
الکترود جوشکاری با پوشش اسیدی شامل اکسیدها و کربنات های منگنز، آهن و مقادیری سیلیسیم است و به همین دلیل سربارهی حاصل از جوشکاری با این نوع الکترود خواص اسیدی دارد.
از جمله ویژگی های الکترود با پوشش اسیدی می توان به موارد زیر اشاره کرد:
- جوش حاصل از این نوع الکترود سطحی هموار و براق دارد.
- سرباره سیال حاصل از جوشکاری پس از سرد شدن بلافاصله از سطح جوش جدا می شود.
- شروع قوس الکتریکی با الکترود اسیدی آسان تر از الکترودهای قلیایی ولی سخت تر از الکترودهای روتیلی است.
- طول نسبی، انعطاف پذیری و مقاومت به ضربه در الکترودهای اسیدی زیاد است.
از اکترود اسیدی می توان در تمام وضعیت های جوشکاری استفاده نمود. اگر در فرمول مشخصه الکترود اولین عدد از سمت راست به عدد 7 ختم شود، نشان دهنده اسیدی بودن پوشش است.

- پوشش روتیل
به اکسید تیتانیوم در اصطلاح روتیلی نیز گویند، بنابراین الکترود ساخته شده از اکسید تیتانیوم به نام الکترود روتیلی شناخته می شود. مقدار زیاد تیتانیوم موجود در پوشش الکترود روتیلی باعث پایداری بالای قوس الکتریکی در این الکترود شده است. از طرفی می توان آن را با هر دو جریان AC و DC جوشکاری کرد.
از آنجا که مقادیر زیادی مواد یونیزه کننده و میکا در ساخت الکترود روتیلی به کار رفته است، سرباره تولیدی آن غلیظ بوده و به همین دلیل در جوشکاری قسمت های کنج، گوشه ها، قسمت های افقی و سربالا مورد استفاده قرار می گیرد.
علاوه بر این ایجاد قوس با کمک الکترود روتیلی آسان است، در نتیجه برای جوشکاری ورق گزینه بسیار مناسبی است. از دیگر مزایای الکترود روتیلی می توان موارد زیر را نام برد:
- جوش حاصل از این نوع الکترود ظاهر مناسبی داشته و بازده ای بالایی دارد.
- تاثیر پذیری الکترود روتیلی در برابر رطوبت بسیار کم و تقریباً صفر است.
- گرده حاصل از جوش با الکترود روتیلی منظم و ظریف است.
- سرباره تولید شده توسط این نوع الکترود به راحتی از جوش جدا می شود.
- با کمک الکترود روتیلی امکان پل زنی در اتصالات وجود دارد.
در سته بندی دیگر الکترود روتیلی را با پوشش پودر آهن نیز قرار می دهند. مقدار پودر آهن در این نوع الکترود بالای 145% است، به همین دلیل برای جوشکاری قسمت های تخت، کنج ها، گلویی و همچنین پر کردن شیارهای بزرگ از این نوع الکترود روتیلی استفاده می شود.
مزیت مهم الکترود روتیلی با پودر آهن در این است که شروع جوشکاری بسیار آسان بوده و پاشش جوش ناچیز است. از طرفی نیاز به خشک کردن مجدد ندارد، بنابراین می تواند بلافاصله مورد استفاده قرار بگیرد.

- پوشش اکسیدی
پوشش استفاده شده در الکترود اکسیدی از فلزاتی از جمله اکسید منگنز، سیلیکات و اکسید آهن است. این نوع الکترود با پوشش اکسیدی خود همانند الکترودهای اسیدی نفوذ کمی داشته و محل جوش صاف و یکنواخت دارد. برای جوشکاری با اکترود اکسیدی می توان از هر دو جریان متناوب و مستقیم استفاده کرد.
ولی در مقابل سرباره آن ضخیم، متراکم و سنگین از جنس اسید بوده و وجود مقدار زیادی اکسیژن در الکترود اکسیدی باعث ایجاد جوش هایی با استحکام پایین می شود. از این نوع الکترود برای جوشکاری گوشه و در وضعیت های افقی و تخت استفاده می گردد.

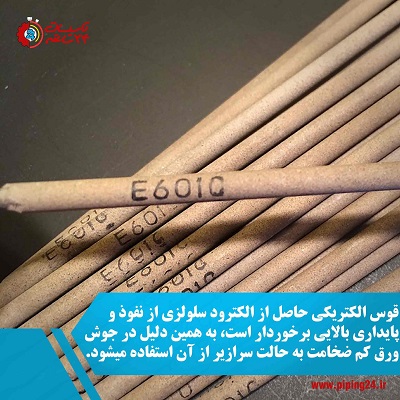
- پوشش سلولزی
بیش از 40 درصد وزن الکترودهای سلولزی از سلولز تشکیل شده است، به همین دلیل در زمان سوختن مقداری گاز هیدروژن و دی اکسید کربن آزاد می کنند. وجود این گازها علاوه بر یونیزاسیون قوسی در جوش باعث ایجاد ولتاژ بالا می شوند.
الکترودهای سلولزی گازهای حاصل حوضچه مذاب و قوس الکتریکی را از نفوذ گازهای مخرب موجود در اتمسفر محافظت می کنند. به همین دلیل از الکترود با پوشش سلولزی در جوشکاری پاس ریشه خطوط لوله انتقال نفت و گاز و سایر سیالات استفاده می شود. برای جوشکاری با الکترود سلولزی باید از جریان مستقیم یا DC استفاده نمود.
از دیگر ویژگی های الکترودهای سلولزی می توان از موارد زیر یاد کرد:
- بیشتر حجم مواد تشکیل دهنده پوشش های سلولزی از مواد فرار و سوزنده تشکیل می شوند.
- سرباره تولیدی این نوع الکترود بسیار نازک و غیر چسبنده است، به همین دلیل به راحتی از سطح جوش برداشته می شود.
- امکان استفاده از الکترود سلولزی در وضعیت های مختلف وجود دارد.
- ایجاد دود زیاد، قوس بسیار قوی، نافذ و پایدار از دیگر خصوصیات این نوع الکترود است.
نام گذاری الکترودهای جوشکاری با استاندارد A.W.S
با توجه به فراوانی و تنوع نوع روکش، ضخامت پوشش، جنس مفتول و وضعیت جوشکاری الکترودها تمام کشورها از جمله ایران الکترود جوشکاری را بر اساس استاندارد AWS نام گذاری می کنند تا شناسایی و تقسیم بندی الکترودها به راحتی انجام گیرد.
استاندارد AWS برگرفته از عبارت American Welding Society به معنی انجمن جوشکاران آمریکا است که در حال حاضر یک استاندارد بین المللی محسوب می شود و جزو معتبرترین دسته بندی ها در حوزه جوشکاری است.
در این استاندارد الکترودهای جوشکاری بر اساس نوع روکش، نوع جریان، وضعیت جوشکاری و خواص مکانیکی فلز جوش طبقه بندی شده بر روی بسته بندی الکترود و بدنه آن به شکل کد درج می شود.
اگر الکترودهای جوشکاری را از نزدیک مشاهده کرده باشید، خواهید دید که یک عبارت 4 الی 5 حرفی متشکل از یک حرف انگلیسی و تعدادی عدد بر روی بدنه هر الکترود حک شده است، در قسمت زیر شما را با مفهوم هر علامت و نحوه نام گذاری آن ها آشنا می کنیم.
- اولین علامت، نشان دهنده نوع جوشکاری
کد درج شده بر روی الکترود با یک حرف انگلیسی آغاز می شود که قبل از عدد چهار یا پنج رقمی کد است. اگر حرف E باشد، این معنی را می دهد که الکترود مورد نظر مخصوص استفاده در جوشکاری به روش قوس الکتریکی یا Arc Welding است.
اما در صورتی که به جای حرف E حروف RG حک شده باشد، به این یعنی است که می توان از این الکترود در جوشکاری گازی یا Gas Welding استفاده نمود.
- دومین علامت، نشان دهنده استحکام کششی
بعد از حرف انگیسی درج شده بر روی الکترود تعدادی عدد را مشاهده خواهید کرد که اولین و دومین عدد بعد از حرف انگلیسی نشان دهنده استحکام کششی الکترود بر اساس پوند بر اینچ مربع است.
به کد E6010 توجه کنید، در این نمونه عدد 60 قرار گرفته در کنار حرف E مشخص می کند که الکترود مورد نظر دارای استحکام کششی 60.000 پوند در اینچ مربع است.
مهمترین نکته ای که باید در زمان انتخاب الکترود مناسب جوشکاری اسکلت فلزی مد نظر قرار دهید، حداقل استحکام کششی مشخص الکترود است که در کد آن درج شده است.
سومین علامت، نشان دهنده موقعیت جوشکاری
در جوشکاری چهار نوع موقعیت استاندارد به نام های تمام موقعیت های جوشکاری، حالت افقی و تخت جوشکاری، فقط حالت افقی جوشکاری و تمام موقعیت های جوشکاری و حالت عمودی سرازیر وجود دارد.
- تمام موقعیت های جوشکاری
چنانچه دومین عدد از سمت راست کد الکترود عدد 1 باشد، به این معنی است که از آن الکترود می توان در تمامی موقعیت های جوشکاری استفاده کرد. به عنوان مثال کد E6010 یعنی این الکترود توانایی جوشکاری در تمام موقعیت های جوشکاری را دارد.
- حالت های افقی و تخت جوشکاری
عدد 2 نشان دهنده قابلیت الکترود در حالت جوشکاری افقی و تخت است. الکترود با کد E7024 نمونه ای از الکترود با موقعیت جوشکاری افقی و تخت است.
- حالت جوشکاری فقط افقی
اگر دومین عدد نوشته شده بر ری الکترود 3 باشد، این معنی را می دهد که از این الکترود فقط می توانید برای جوشکاری در حالت افقی استفاده کنید.
- تمام موقعیت های جوشکاری و حالت عمودی سرازیر
منظور از حالت سرازیر این است که می توان جوشکاری را در موقعیت تخت، سقفی، افقی و عمودی انجام داد، الکترودهایی که دومین عدد از سمت راست آن ها 4 باشد، دارای چنین قابلیتی هستند.
خلاصه ای از آنچه در خصوص سومین علامت کد الکترود گفتیم را در جدول زیر ملاحظه می کنید:
|
علامت دوم از راست (EXX-X) |
نوع موقعیت جوشکاری |
|
1 (EXX1X) |
تمام موقعیت های جوشکاری |
|
2 (EXX2X) |
حالت های افقی و تخت جوشکاری |
|
3 (EXX3X) |
جوشکاری فقط افقی |
|
4 (EXX4X) |
تمام موقعیت ها+حالت عمودی سرازیر |
- آخرین علامت، نشان دهنده ویژگی ظاهری گرده جوش و نوع جریان
آخرین علامتی که بر روی الکترود درج می شود مشخص کننده ویژگی های ظاهری گرده جوش و همچنین نوع جریان برق مورد نیاز برای جوشکاری الکترود است که می تواند بین عدد 0 تا 6 باشد. در ادامه شما را با مفهوم هریک آشنا می کنیم:
- اگر علامت آخر 0 باشد:
استفاده از الکترود فقط با جریان برق مستقیم یا DC و قطب معکوس امکان پذیر است. در این روش از جوشکاری مقدار نفوذ بالا بوده و گرده جوش با درجه سختی نسبتا زیاد تولید می شود. همچنین مهره های جوش تشکیل شده با کمک این نوع الکترود تخت هستند.
- اگر علامت آخر 1 باشد:
الکترودهایی که عدد 1 به عنوان آخرین علامت بر روی کد آن ها حک شده است، قابلیت جوشکاری با دو جریان AC و DC را دارند. جوش ایجاد شده با این نوع الکترودها صاف بوده و فقط در شکاف ها کمی مقعر است.
- اگر علامت آخر 2 باشد:
استفاده از الکترودی که علامت آخر آن 2 است، با جریان برق AC و DC امکان پذیر بوده و جوش نفوذ متوسطی دارد. شکل ظاهری جوش محدب است و در مقایسه با دو دسته قبلی سختی جوش ایجاد شده کمی کمتر است.
- اگر علامت آخر 3 باشد:
می توان این نوع الکترود را با جریان برق مستقیم DC و متناوب AC جوشکاری کرد. قوس الکتریکی تشکیل شده با این روش از جوشکاری بسیار آرام بوده و جوش ایجاد شده نفوذ کمی دارد.
- اگر علامت آخر 4 باشد:
همانند الکترود دسته قبلی می توان این مدل الکترود را با جریان مستقیم و متناوب برق جوشکاری کرد. از الکترودهای این گروه برای جوشکاری شکاف های عمیق استفاده می شود.
- اگر علامت آخر 5 باشد:
الکترودهایی که علامت آخر آن ها 5 باشد را تنها می توان با جریان برق مستقیم یا DC جوشکاری نمود. از این دسته الکترودها برای جوشکاری شکاف های عمیق استفاده می شود. پوشش آن ها از نوع قلیایی بوده و سختی گرده جوش کم است.
- اگر علامت آخر 6 باشد:
همانند گروه قبلی این نوع الکترودها برای جوشکاری شکاف های عمیق مورد استفاده قرار می گیرند و پوشش آن ها از نوع بازی یا قلیایی است، با این تفاوت که الکترودهای این گروه را تنها می توان با جریان برق AC جوشکاری کرد.
برای اینکه با نام گذاری الکترودها بر حسب عدد آخر درج شده بر روی کد آن ها بهتر آشنا شوید، جدول زیر را برای شما آماده کرده ایم:
|
علامت آخر |
نوع پوشش |
جریان مورد نیاز |
ویژگی گرده جوش |
|
0 |
سدیم سلولزینات بالا |
DC |
تخت |
|
1 |
پتاسیوم سلولزینات بالا |
AC، DC |
صاف |
|
2 |
سدیم تیتانیوم بالا |
AC، DC |
محدب |
|
3 |
پتاسیوم تیتانیوم بالا |
AC، DC |
نفوذ کم |
|
4 |
پودر آهن |
AC، DC |
|
|
5 |
سدیم هیدورژن پایین |
DC |
سختی کم |
|
6 |
پتاسیوم هیدورژن پایین |
AC |
سختی کم |
معرفی بهترین مارک الکترود جوشکاری
امروزه مارک های مختلفی به تولید و توزیع انواع الکترود در بازار روی آورده اند که ما در این قسمت و به عنوان حسن ختام صحبت های خود قصد داریم تا بهترین آن ها را به شما معرفی کنیم.
اما پیش از آن ضرویست تا مشخصات بهترین الکترود جوشکاری را به شما یادآور شویم:
- اگر نقطه اتصال جوش عمق زیادی دارد باید از الکترودهای سلولزی استفاده کنید که عمق نفوذ بالایی دارند.
- بهترین الکترود نمونه ای است که بدون هیچ گونه ناخالصی و یا نقص مکانیکی باشد، در غیر این صورت مقاومت را در زمان جوشکاری از دست می دهد و حتی باعث شکسته شدن اتصال می شود.
- هر چه سرعت ته نشین شده و رسوب جوش بالاتر باشد، نشان دهنده کیفیت بالای الکترود است. در میان انواع مختلف الکترود که به شما معرفی کردیم الکترودهای E6027 و E6028 جزو مدل های چسبنده هستند.
- وجود دی اکسید کننده در ترکیب الکترود برخی از نقص های جوشکاری همچون تخلخل را کاهش می دهند.
با توجه به آنچه در این مطلب گفتیم، انتخاب نهایی الکترود و یا سیم جوش با توجه به پارامترهای مختلفی از جمله جنس فلز مبنا، نوع جوشکاری، مقدار نفوذ جوش، قطر الکترود، قیمت الکترود جوشکاری و در نهایت میزان تبحر جوشکار انجام می شود.
اکنون به سراغ معرفی بهترین مارک های الکترود جوشکاری می رویم:
- الکترود جوشکاری میکا
- الکترود جوشکاری آما
- الکترود جوشکاری MT
- الکترود جوشکاری پارس
جمع بندی
در این مطلب به طور کامل با انواع الکترود جوشکاری و سیم جوش آشنا شدید و دانستید که هر یک چه نوع کاربری داشته و با نحوه نام گذاری الکترودها آشنا شدید تا بتوانید بدون نیاز به یک متخصص نوع الکترود مورد نیاز خود را از بین بهترین مارک ها شناسایی کنید.
با این حال لازم به یادآوری است که انجام جوشکاری بدون داشتن تبحر و مهارت می تواند تبعات منفی در پی داشته باشد، به همین دلیل توصیه می کنیم تنها از یک متخصص برای انجام جوشکاری کمک بگیرید.
یکی از ده ها خدمات ما در گروه تاسیسات 24 ساعته جوشکاری لوله های موتورخانه است که همراه با گارانتی تضمین کیفیت به شما مشتریان عزیز ارائه می شود.
بنابراین اگر برای انجام این کار به یک متخصص کاربلد نیاز دارید همین الان با شماره های 77683856- 26407476 درج شده در داخل سایت تماس بگیرید تا از کیفیت خدمات و مشاوره رایگان این مجموعه بهره مند شوید.
خلاصه ای از آنچه در این مطلب گفتیم
- الکترود میله ای رسانا است که از یک سر فلز و یک سر غیرفلز تشکیل شده است. از این وسیله برای اتصال دو قطعه فلزی استفاده می شود.
- سیم جوش همان الکترود است، با این تفاوت که الکترودها اغلب پوشش دارند، اما سیم جوش ها فقط سیم مفتولی بدون پوشش هستند.
- الکترودهای جوشکاری در قطرهای 4 و 5 طراحی و تولید می شوند که هر کدام نوع کاربری مختص به خود را دارند.
- الکترودها به دو دسته کلی بدون روکش و روکش دار تقسیم می شوند که مدل روکش دار آن ها سرعت بالاتری در اتصال داشته و کیفیت جوش آن بالاست.
- الکترودها را از لحاظ معیارهایی از قبیل ضخامت پوشش، جنس مفتول، نوع پوشش و ساخت تقسیم بندی می کنند.
- الکترودهای جوشکاری در یکی از گروه های پوشش نازک، متوسط، ضخیم و خیلی ضخیم قرار می گیرند.
- انجماد سریع، چسبان پرشده، کم هیدروژن و انجماد پرشده از جمله انواع الکترود از لحاظ ساخت هستند.
- برای پوشش الکترودها از مواد مختلفی استفاده می شود که از آن جمله می توان به پوشش اسیدی، اکسیدی، قلیایی، روتیلی و سلولزی اشاره کرد.
- به منظور شناسایی راحت تر و دسته بندی دقیق، لکترود را بر اساس استاندارد AWS نام گذاری می کنند.
- از جمله بهترین مارک الکترود جوشکاری در بازار می توان به برندهای میکا، آما، ام تی و پارس اشاره کرد.
پرسش و پاسخ های متداول در مورد انواع الکترود جوشکاری
- چگونه می توان از روی ظاهر از سلامت روکش الکترود مطمئن شد؟
الکترود جوشکاری مرغوب باید ظاهری تمیز داشته و سطح آن صاف و یکدست باشد. همچنین نباید ترک، پریدگی و حفره در آن وجود باشد.
- آیا الکترودهای جوشکاری تاریخ انقضا دارند؟
بله، شرایط نگهداری از الکترود تعیین کننده تاریخ انقضا آن است، به همین دلیل توصیه می شود الکترودها به دور از رطوبت نگه داری شوند.
منابع فارسی: منبع 1، منبع 2، منبع 3، منبع 4، منبع 5، منبع 6، منبع 7، منبع 8، منبع 9، منبع 10
اگر نیاز به یک تاسیساتی حرفهای دارید
همین حالا درخواست خود را ثبت کنید تا مشکل تاسیساتیتان را در اسرع وقت برطرف کنیم
درخواست سرویسکار متخصصسوالات متداول
ما در تمام مناطق شهر تهران، کرج، مشهد، شیراز، شهریار، اسلامشهر، اصفهان، تبریز، رشت، اهواز، اراک، پردیس، رودهن، بومهن، پرند، دماوند، قم، ارومیه، کرمانشاه، شهر قدس فعالیت داریم.
باتوجه به اینکه همکاران ما در تمام مناطق شهر مستقر هستند، هزینه ای بابت ایاب و ذهاب از مشتریان نمیگیریم.
تمامی خدمات مجموعه ما دارای ضمانت می باشد. اگر به هر دلیلی مجری کار را به درستی انجام نداد و یا در زمان گارانتی پس از تحویل کار دوباره مشکل ایجاد شد، تاسیسات 24 ساعته متعهد به انجام صحیح توسط همان مجری یا ارسال متخصص دیگر بدون دریافت هزینه اضافه می باشد.
بابت مشاهده دستمزدها به صفحه تعرفه خدمات مراجعه کنید. همچنین لازم به ذکر است بعضی از پروژه ها را فقط بعد از بازدید میتوان قیمت اعلام کرد که آنها نیز هنگام تماس تلفنی مجری تاسیساتی با شما قبل از آمدن به محل پروژه قیمت حدودی اعلام می شود.
در این صورت فقط هزینه کارشناسی 200.000 تومان از شما دریافت می شود که اگر کار تعمیر را به ایشان بسپارید این هزینه کارشناسی از دستمزد انجام کار کم می شود یعنی غیر از دستمزد تعمیرات هزینه ای بابت کارشناسی از شما نمیگیرند.
تمامی سرویسکاران مجموعه ما قبل از شروع همکاری توسط تیم امور مجریان، از لحاظ تخصصی و فنی مورد سنجش قرار می گیرند.
شما میتوانید از 2 طریق سفارش خود را ثبت کنید:
1. در صفحه درخواست سرویسکار متخصص، فرم خدمات درخواستی مورد نظر خود را پر کنید تا سفارش شما ثبت شود.
2. با شماره های قسمت تماس با ما، تماس گرفته و سفارش خود را به صورت تلفنی به همکاران ما اعلام کنید.
ضمانت جبران خدمات
تمامی خدمات مجموعه ما دارای ضمانت می باشد.
اگر به هر دلیلی مجری کار را به درستی انجام نداد و یا در زمان گارانتی پس از تحویل کار دوباره مشکل ایجاد شد، تاسیسات 24 ساعته متعهد به انجام صحیح توسط همان مجری یا ارسال متخصص دیگر بدون دریافت هزینه اضافه می باشد.
ببخشید عدد چهارم ۷ و ۸ رو توضیح ندادید
۹ هم هست یا نه؟