
آیا درباره اتصالات لوله های موتورخانه و تقسیم بندی آن ها اطلاعاتی دارید؟
آیا راجع به جوشکاری لوله های فولادی گالوانیزه در موتورخانه چیزی می دانید؟
آیا می دانید جوشکاری آلومینیوم یا جوش آرگون لوله های موتورخانه چگونه انجام شده و چه مزایایی دارد؟
آیا با جوشکاری لوله های آلومینیومی با گاز آشنا هستید؟
برای دست یابی به پاسخ این سوالات، از شما دعوت می کنیم که این مطلب کاربردی را تا پایان مطالعه نمایید. مطئمن باشید دست خالی بیرون نخواهید رفت.
ما ابتدا در خصوص اتصالات لوله ها و انواع آن در موتورخانه صحبت خواهیم کرد و پس از آن جوشکاری لوله های فولادی گالوانیزه سیستم موتورخانه را بررسی می کنیم.
در مرحله بعد به سراغ جوشکاری آلومینیوم یا جوش آرگون لوله ها و مزایایی که این نوع از جوشکاری دارد رفته و در هم پایان نکاتی درباره جوشکاری لوله های آلومینیومی با گاز بیان می کنیم.
اتصالات لوله های موتورخانه
اتصالات بخشی از سیستم لوله کشی موتورخانه به شمار می آید كه برای تغییر جهت حركت، شاخه گذاری و یا اتصال بخش ها در سیستم تاسیساتی موتورخانه استفاده می شوند.
اتصالات یا فیتینگ در لوله کشی انواع گوناگونی را شامل می شوند و در ابعاد و وزن های مختلف مانند لوله ها ساخته شده و معمولا به سه دسته مختلف تقسیم بندی می شوند:
1. ته جوش داده (Butt–Weld)
2. پیچی جوش داده
3. پیچ خورده
شکل 1تعدادی از اتصالات جوشی به کار رفته در لوله های موتورخانه
انواع اتصالات:
تقسیم بندی اتصالات در قالب سه دسته اصلی On-line ، In-line و خاتمه اتصالات صورت می گیرد.
اتصالات In-Line عبارتنداز: Reducers ,Couplings ,Tees Elbows(ELLS) و اتصالات On–Line دامنه وسیعی از O–Let ها كه اساساً برای ایجاد انشعاب كاربرد دارند را، شامل می شوند.
خاتمه ها، اشكال مختلف كلاهك ها و درها كه برای بستن انتهای لوله مورد استفاده قرار می گیرند را در بر دارد.
همچنین در انتها، به لیستی از مواردی كه به عنوان جایگزین هایی برای این سه نوع اشاره خواهیم کرد.
 |
 |
| شکل 2انواع اتصالات جوشی | شکل 3نمایی از یک سطح جوشکاری شده به متظور برقراری اتصال بین دو قطعه |
اتصالات Butt-weld (ته جوش دادهشده):
- (Elbows (ELLS:
Elbow اتصالی است كه به منظور تغییر جهت به کار گرفته می شود.
- Butt–Weld (ELL):
این نوع اتصالات به طور پایه در سایزهای 900 یا 450 ساخته و تولید می شود. با این حال برای سفارش خاص و با هزینه مضاعف، اندازه های بزرگتر با شعاع های گردشی متفاوت هم ساخته می شوند.
این گروه از اتصالات (900یا450یا1800) می توانند برای كاربردهای زاویه ای خاص در سیستم تغییر یافته، اصلاح شده و مورد استفاده قرار گیرند.
برای برش Elbow یا زانویی می توان مانند لوله با شعله و یا ماشین در زاویه ای خاص به انجام این عمل پرداخت.
توجه شود که انتهای دیگر با ماشین صاف شده و به زاویه ای مناسب جهت جوشكاری می رسد. این عمل به اتصالات آسیبی نمی رساند.
 شکل 4 تصویر شماتیکی از جوشکاری لوله های موتورخانه به صورت اتصال زانویی
شکل 4 تصویر شماتیکی از جوشکاری لوله های موتورخانه به صورت اتصال زانویی
- Tees:
Tee یا سه شاخه به طور عمده با هدف ایجاد انشعاب از لوله مورد استفاده قرار می گیرد. توجه کنیم که انشعاب ممكن است هم اندازه شاخه های اصلی و یا چند سایز كوچكتر باشد.
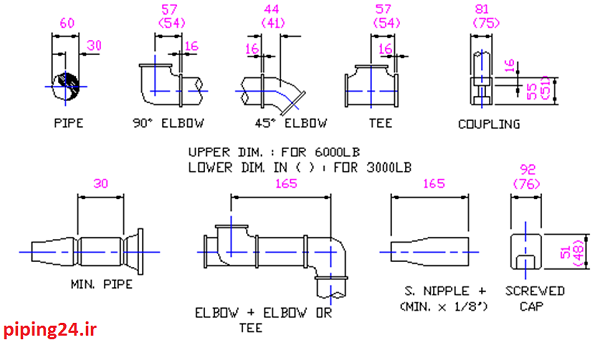
ساختار و ابعاد Tee به سادگی ابعاد ELL نیست. به منظور اطلاع یافتن از جزئیات Tee می بایست به نمودارها مراجعه شود.

شکل 5تصویر شماتیکی از جوشکاری لوله های موتورخانه به صورت اتصال تی
- Reducers:
اتصال reducer یا کاهنده برای تغییر سایز خط لوله به سایز بزرگتر یا كوچكتر استفاده می شود و به دو نوع است:
- هم مركز، كه در آن خط مركزی ورودی و خروجی یكسان است.
- نوع دیگر، مختلف المركز كه در آن خط مركزی ورودی و خروجی یكسان نمی باشد.
در نوع مختلف المركز که یك سمت آنها یك دست و مسطح است، بسته به نوع نصب، متشکل از دو نوع بالا مسطح (TF) و پایین مسطح (BF) است.
همچنین داشتن (X) كنار مسطح غرب، شرق، جنوب، شمال نیز ضروری به حساب می آید.
- Caps:
Weld cap یا درپوش اتصالی محسوب می شود كه برای بستن انتهای لوله از آن استفاده می شود. انتهای بسته Cap به شکل یک نیم بیضی در می آید.
برای اطلاع از ابعاد آن، باید به جستجو منابع پرداخت. این گونه از اتصالات را در اغلب موارد می بایست در زیر ساختار لوله كشی به نام Boot جستجو و پیدا كرد.
Boot نام لوله كوتاهی است که منتهی به Cap بوده و به زیر خط لوله بخار الصاق شده است و وظیفه اش جمع آوری میعانات محسوب می شود.
- Mitres و Stub–in : این نوع اتصالات جایگزین هایی برای راه های عادی عنوان شده در بالا مطرح هستند.
- اتصالات "O- let":
استفاده از اتصالات "O–Let" به عنوان رویکردی دیگر جهت ایجاد انشعاب روی لوله و مخازن مطرح می باشند.
طراحی این اتصال به گونه ای است که برای استفاده روی لوله های جوشكاری شده 3 اینچ و به بالا مناسب است.
برجستگی اصلی اتصال O–let طراحی مبتنی بر توسعه آن محسوب می شود كه باعث عدم نیاز به هر گونه تقویت انشعاب می شود.
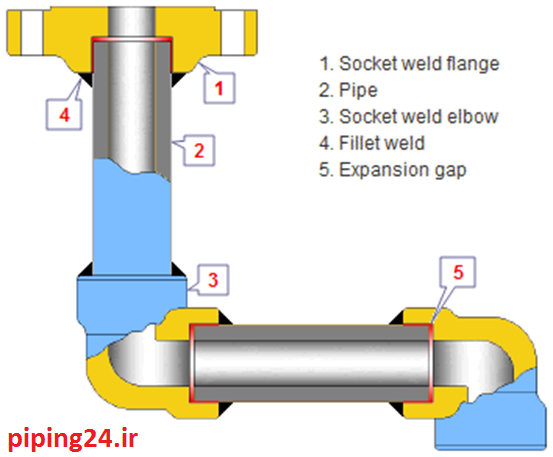
- اتصالات Screwed & Socket–Welded لوله های موتورخانه:
این اتصالات عملكرد بسیار مشابهی با اتصالات ته جوش خورده دارند. تنها تفاوت آن ها، روش اتصال و ابعاد گذاری آن ها است.
اتصالات جوشكاری شده مانند لوله، با وزن Schedule یا ضخامت دیواره تقسیم بندی می شود. باید توجه شود که بر خلاف اتصالات جوشكاری شده، دو اتصال مورد بحث بر مبنای فشار تقسیم بندی می شوند.
میزان و مقدار درگیری موج ها به مانند عمق پیچ ها برای سایزهای مختلف لوله ها تفاوت داشته و بایستی از روی جدول ابعاد تایید شده و تصویب شده، چك شود.
برای آشنایی با سایر اجزای سیستم تاسیساتی موتورخانه، می توانید به مقالات اجزای موتورخانه ساختمان - بخش اول و اجزای موتورخانه ساختمان - بخش دوم مراجعه فرمایید.

شکل 6نمایی از یک جوشکاری Screwed
جوشکاری لوله های فولادی گالوانیزه موتورخانه
گرمای به وجود آمده از پروسه های جوشکاری تاثیر قابل توجهی بر نواحی اطراف جوش دارد و باعث ازبین رفتگی خصوصیات مقاومت به خوردگی در این ناحیه می شود.
به همین منظور، لازم است تمهیداتی در نظر گرفته شود که در کنار کاهش نیافتن کیفیت جوش، ناحیه جوش به نحو مناسبی پوشش داده شود تا کارایی محصول در هنگام سرویس مناسب باشد.
در عین حال از اثرات سوء فلز روی بر جوش تا حد امکان جلوگیری شود.
در جوشکاری قوسی با استفاده از الکترودهای فولاد کربنی، فولادهای گالوانیزه مستعد به ترک هستند. این ترک ها از نفوذ روی به مرز دانه ها ناشی می شود.
اغب اوقات این ترک در گلویی جوش های گوشه ایی (fillet) مشاهده می شود. این ترک ها هنگامی که پوشش در ریشه جوش باشد، امکان بروز بیشتری دارند.
این موضوع باعث افزایش به وجود آمدن ترک ها در جوش های گوشه ای است.
مطالعه مطلب استاندارد رنگ لوله های موتورخانه می تواند تکمیل کننده این مبحث باشد.

شکل 7جوشکاری در حین فعالیت
این ترک ها معمولا در فولادهای گالوانیزه با ضخامت بالای روی که به روش Hot-Dipping پوشش شده اند، دیده می شود.
اما امکان وقوع آنها در فولادهای گالوانیزه با ضخامت پایین که پوشش دهی آن ها به روش الکتروگالوانیزه است، کمتر می باشد.
همچنین فرآیند جوشکاری فولادهای گالوانیزه موتورخانه با استفاده از SMAW با امکان بروز ترک کمتری نسبت به GMAW همراه خواهد بود.
علت این امر را می توان در بالاتر بودن حرارت ورودی و کمتر بودن سرعت جوشکاری در SMAW جست.
توصیه می شود که با توجه افزایش نفوذ روی در آهن در اثر حضور سیلیسیم، از دسته ای از مواد مصرفی در جوش استفاده شود که دارای حداقل سیلیسیم باشند.
معمولاً فلز جوشی که درصد سیلیسیم آن کمتر از 0.2 باشد Zink Penetration crack ندارد.
به عنوان مثال، جوش هایی که با استفاده از ER70S-6 (در پروسه GMAW ) که با کمک سیلیسیم اکسیژن زدایی شده است و جوش های ایجاد شده با الکترودهای E7015 و E7016 ، از حساسیت بالایی نسبت به ترک ناشی از نفوذ روی برخوردار هستند.
از طرف دیگر، جوش با ER70S-3 و E6012 و E6013 حساسیت کمتری دارند.
جوشکاری آلومینیوم (جوش آرگون) لوله های موتورخانه
در جوشکاری آرگون یا تیگ (TIG) به منظور ایجاد قوس جوشکاری از الکترود تنگستن استفاده می شود که این الکترود برخلاف سایر فرآیندهای جوشکاری حین عملیات جوشکاری به مصرف نمی رسد.
در هنگام جوشکاری گاز خنثی باعث بیرون راندگی هوا از ناحیه جوشکاری شده و مانع اکسیده شدن الکترود می شود.
در این نوع جوشکاری، الکترود فقط برای ایجاد قوس بکار برده شده و خود الکترود در مجاورت جوش مصرف نمی شود، این در حالی است که در جوش قوس فلزی الکترود در جوش مصرف می شود.
در این نوع جوشکاری از سیم جوش به عنوان فلز پرکننده استفاده شده و سیم جوش مانند جوشکاری با اشعه اکسی استیلن(MIG/MAG)در جوش تغذیه می شود.

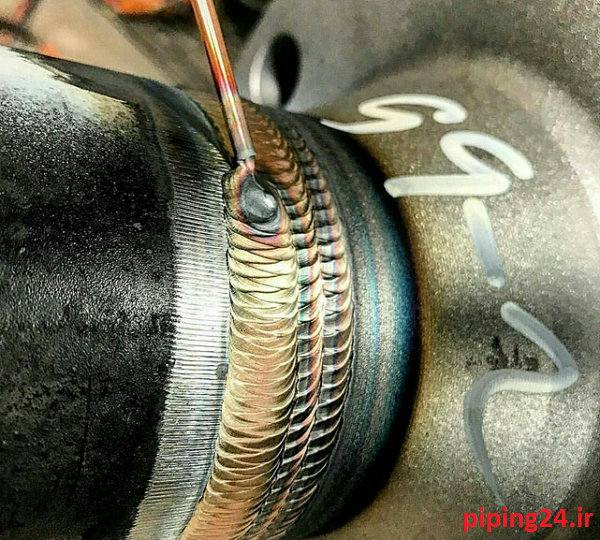
شکل 8 نمونه ای از یک جوشکاری TIG بر روی لوله موتورخانه
هلیم به این دلیل که باعث افزایش توان قوس می شود، مورد استفاده قرار می گیرد و به همین دلیل می تواند باعث افزایش سرعت جوشکاری و همینطور خروج بهتر گازها از محدوده جوش شود.
کاربرد این نوع جوش عموماً در جوشکاری موارد زیر دیده می شود:
جوشکاری پاس ریشه در لوله ها و مخازن، از کاربردهای این نوع جوشکاری در موتورخانه است.
فیلم نحوه جوشکاری کلکتور موتورخانه
در این قسمت به منظور آموزش بهتر نحوه جوشکاری لوله های موتورخانه یک فیلم از نمونه پروژه های انجام شده توسط تاسیسات 24 ساعته را برای شما به اشتراک می گذاریم.
در این فیلم نحوه جوشکاری کلکتور موتورخانه به عنوان نمونه جوشکاری لوله های موتورخانه نمایش داده می شود.
مزایای جوشکاری آرگون یا TIG
- به علت اینکه تزریق فلز پرکننده از خارج قوس انجام می شود، اغتشاشی در جریان قوس به وجود نمی آید و در نتیجه کیفیت بالای فلز جوش را سبب می شود.
- منطقه قوس و حوضچه مذاب، به دلیل نبود سرباره و دود و جرقه به وضوح قابل رویت است.
- امکان جوشکاری فلزات رنگین و ورق های نازک با دقت بسیار زیاد با استفاده از این روش میسر می شود.
شکل 9 نمونه ای از یک جوشکاری TIG مناسب
جوشکاری لوله های آلومینیومی با گاز
ابتدا لازم است که تنظیم شعله مشعل استیلن یا کاربید و هوا درموقع جوشکاری آلومینیوم، انجام شود که برای این منظور، در وهله اول بایستی مقدار استیلین کمی از اکسیژن بیشتر باشد.
زیرا در واقع، هنوز روانساز کاملاً گرم نشده و نمی تواند اکسیژن را جذب نماید. پس از شروع فرآیند جوشکاری از شعله خنثی استفاده می شود.
توجه شود که سیم جوش در حال جوشکاری ممکن است از آلیاژ آلومینیوم یا آلومینیوم خالص باشد که پنج درصد سیلیسیم دارد.
همچنین قطر سیم جوش بایستی کمی بیشتر از قطعاتی باشد که می خواهیم جوش بدهیم و آن را در موقع جوشکاری گرم نموده و وارد روانساز می کنیم.
برای آشنایی بیشتر با نحوه جوشکاری لوله های موتورخانه، توصیه می کنیم مطالعه مقالات آموزش نحوه جوشکاری لوله های موتورخانه-بخش اول و آموزش نحوه جوشکاری لوله های موتورخانه-بخش دوم را از دست ندهید!
جمع بندی
همان طور که گفتیم به دلیل این که جوشکاری لوله های موتورخانه برای ارتباط سازی بین اجزای مختلف موتورخانه کاربرد دارد، چه در زمان نصب و چه در زمان تعمیر بخش های موتورخانه اهمیت زیادی دارد.
پس با توجه به اهمیت موضوع لازم است که چند نکته مهم آن را یک بار دیگر بررسی نماییم:
- اتصالات یا فیتینگ در لوله کشی معمولاً به سه دسته ته جوش داده، پیچی جوش داده، پیچ خورده تقسیم می شوند.
- امکان وقوع ترک در فولادهای گالوانیزه با ضخامت پایین که پوشش دهی آن ها به روش الکتروگالوانیزه است، کمتر است.
- جوشکاری پاس ریشه در لوله ها و مخارن، از کاربردهای جوشکاری آلومینیوم لوله های موتورخانه می باشد.
- در جوشکاری لوله آلومینیومی با گاز ممکن است سیم جوش در حال جوشکاری از آلیاژ آلومینیوم و یا آلومینیوم خالص باشد که 5 درصد سیسیلیم دارد.
توجه کنید که اگر در جوشکاری لوله های موتورخانه از جانب افراد غیر متخصص خطایی رخ دهد، ممکن است اثرات جبران ناپذیری بر عملکرد سیستم تاسیساتی موتورخانه داشته باشد.
پس برای جلوگیری از این مشکل می توان از نیروهای مجموعه تاسیسات 24 ساعته که مهارت و توانایی کافی برای انجام جوشکاری لوله های موتورخانه را دارند، استفاده نمایید.
خدمات ما در این مجموعه دارای ضمانت می باشد و چنانچه مشتریان عزیز از کار مجری راضی نباشد، ما دوباره همان کار را بدون دریافت هیچ هزینه ای برای مشتری انجام خواهید داد.
پس اگر با ترک خوردگی خط جوش های لوله های موتورخانه برخورد کردید و یا قصد ایجاد اتصالات جدید در موتورخانه خود را داشتید، می توانید روی خدمات با کیفیت و تضمین شده ما حساب کنید.
برای ثبت سفارش کافیست همین الان فرم درخواست سرویسکار را پر کرده و یا با شماره تلفن های موجود در سایت تماس بگیرید تا در اسرع وقت نیاز شما را بدون دریافت هزینه ایاب و ذهاب مجری، برطرف نماییم.
اگر نیاز به یک تاسیساتی حرفهای دارید
همین حالا درخواست خود را ثبت کنید تا مشکل تاسیساتیتان را در اسرع وقت برطرف کنیم
درخواست سرویسکار متخصصضمانت جبران خدمات
تمامی خدمات مجموعه ما دارای ضمانت می باشد.
اگر به هر دلیلی مجری کار را به درستی انجام نداد و یا در زمان گارانتی پس از تحویل کار دوباره مشکل ایجاد شد، تاسیسات 24 ساعته متعهد به انجام صحیح توسط همان مجری یا ارسال متخصص دیگر بدون دریافت هزینه اضافه می باشد.
سوالات متداول
ما در تمام مناطق شهر تهران، کرج، مشهد، شیراز، شهریار، اسلامشهر، اصفهان، تبریز، رشت، اهواز، اراک، پردیس، رودهن، بومهن، پرند، دماوند، قم، ارومیه، کرمانشاه، شهر قدس فعالیت داریم.
باتوجه به اینکه همکاران ما در تمام مناطق شهر مستقر هستند، هزینه ای بابت ایاب و ذهاب از مشتریان نمیگیریم.
تمامی خدمات مجموعه ما دارای ضمانت می باشد. اگر به هر دلیلی مجری کار را به درستی انجام نداد و یا در زمان گارانتی پس از تحویل کار دوباره مشکل ایجاد شد، تاسیسات 24 ساعته متعهد به انجام صحیح توسط همان مجری یا ارسال متخصص دیگر بدون دریافت هزینه اضافه می باشد.
بابت مشاهده دستمزدها به صفحه تعرفه خدمات مراجعه کنید. همچنین لازم به ذکر است بعضی از پروژه ها را فقط بعد از بازدید میتوان قیمت اعلام کرد که آنها نیز هنگام تماس تلفنی مجری تاسیساتی با شما قبل از آمدن به محل پروژه قیمت حدودی اعلام می شود.
در این صورت فقط هزینه کارشناسی 200.000 تومان از شما دریافت می شود که اگر کار تعمیر را به ایشان بسپارید این هزینه کارشناسی از دستمزد انجام کار کم می شود یعنی غیر از دستمزد تعمیرات هزینه ای بابت کارشناسی از شما نمیگیرند.
تمامی سرویسکاران مجموعه ما قبل از شروع همکاری توسط تیم امور مجریان، از لحاظ تخصصی و فنی مورد سنجش قرار می گیرند.
شما میتوانید از 2 طریق سفارش خود را ثبت کنید:
1. در صفحه درخواست سرویسکار متخصص، فرم خدمات درخواستی مورد نظر خود را پر کنید تا سفارش شما ثبت شود.
2. با شماره های قسمت تماس با ما، تماس گرفته و سفارش خود را به صورت تلفنی به همکاران ما اعلام کنید.
برخی از سوابق کاری ما مربوط تعمیر و نگهداری موتورخانه


نظر جناب آقای جارچی در مورد تجربه استفاده از خدمات ما در زمینه تعمیر موتورخانه
برای جوشکاری شوفاژ از چه جوشی باید استفاده شود؟
برای جوشکاری شوفاژ باید مس را با شعله خنثی جوش دهید تا تولید اکسیژن نکند.
بهترین گاز برای جوشکاری مس چیست؟
هرچند جوشکاری مس را با قوس الکتریک یا جوش برق هم انجام می دهند، اما بهتر است با گاز اکسیژن جوشکاری شود.
از جوش ترمیت برای جوشکاری های موتورخانه استفاده می شود؟
کاربرد ترمیت برای جوشکاری در موتورخانه زیاد است. مواردی مانند جوشکاری ریل های شکسته، لوله های جدار ضخیم، میل لنگ ها، قطعات ریخته گری شده، کابل های ضخیم برق، میلگردها و غیره..